在實際生產過程中,為防止廢料上移,通常的采取以下幾種應對措施。
2.1在凸模上采取改進措施
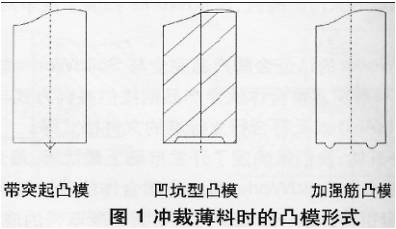
(1) 材料很薄時,由于油的粘附力、磁性、真空等原因而極易吸附于凸模的底部,對凸模采取改進措施,以減少凸模與廢料的接觸面積,從而減少凸模對廢料的吸附。在實際生產中常常應用圖1所示的帶突起型凸模、凹坑型凸模、加強筋型凸模等幾種形式。
(2)彈銷器頂料凸模,如圖2所示。在凸模內加工階孔,設置打料銷及彈簧。沖裁時,板料的擠壓將銷壓入凸模內。卸料時,打料銷被彈簧頂出,將吸凸模上的廢料頂落在凹模內部,不會產生廢料上移。
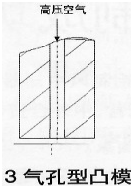
(3)帶氣孔凸模,如圖3所示。在凸模中心加工一氣孔,氣孔與高壓空氣相連接,沖裁結束后,高 壓空氣將廢料吹落,吹出模具工作范圍
(4)斜刃口凸模,如圖4所示。將凸模刃口加工成料面,沖裁時,刃口一端先接觸材料,隨著凸模的深入將料切斷,廢料與凸模不易形成真空,防止廢料上移。
(5)批量生產時,凸模刃口因磨擦會產生磁性而吸附廢料,所以要定期消磁。
2.2、在凹模上采取改進措施
(1)如圖5 A、B所示。廢料不易堵塞,便于落下,具有防止廢料上移的效果。
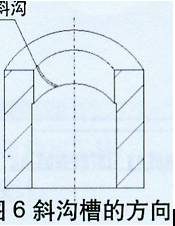
(2) 在凹模內側壁,將2處以上的傾斜溝從中心開始向反方向加工,其深度大約0.005mm—0.1 mm。在沖裁初期,沖裁廢料會形成和凹模傾斜溝相對應的小突起。隨著凸模進一步壓入,突起部分會被凹模側面壓縮,摩擦力增大,從而防止廢料上移。凹模形狀如圖6所示。
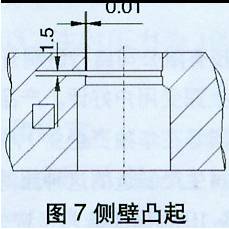
(3)模內側壁深度方向2mm一3mm處設計成凸起,厚度大約0.01 mm,隨著凸模進一步壓人,廢料在此處擠壓,摩擦力增大,可防止廢料上移。凹模形狀如圖7所示。
(4)尺寸精度要求不高的沖孔,研磨凹模直壁時使用粗粒度砂輪,使凹模直壁部分的粗糙度不要太高,減少廢料上移的可能;
(5)由于廢料與凹模刃口下部碰撞會產生毛刺堵塞,進而產生廢料上移,所以凹模直壁下部需加以修光。
(6)凹模的直壁部分太長,易于產生廢料上移,所以在保證強度的前提下,可盡量減小凹模的深度。
2.3、其它改進措施
(1)易于產生廢料上移時,使凸模插人凹模的深度應控制在3mm--5mm之間,堵塞的廢料限于三片之內。
(2)選擇合理的沖裁間隙值,并加以修正。
(3)批量生產時,因凸模和凹模的摩擦會產生磁,應定期對刃口進行消磁處理。
(4)以真空產生吸引、增加凹模刃口內面的表面且糙度、對凹模切刃進行微小倒角,改變輪廓形狀、沖裁間隙。
(5)凹模下部的漏料部分應保持暢通,結構合理。